Комплекс оборудования для порошковой окраски металлоконструкций с конвейерной системой SPK





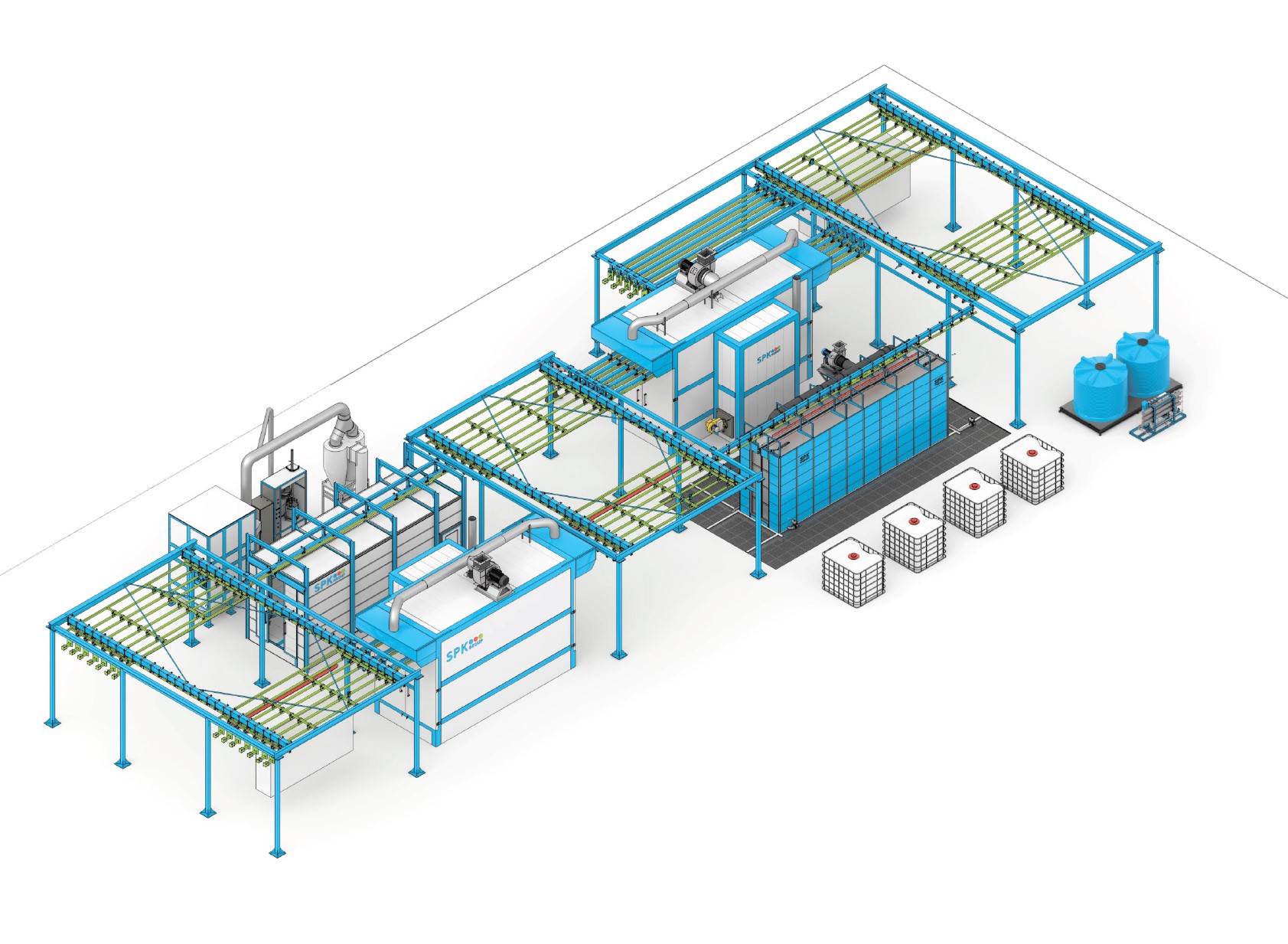
Данная производственная линия предназначена для окраски изделий размером до 6000х2400х200 мм и весом до 500 кг. В ее состав входит следующее оборудование:
- Автоматическая установка порошковой окраски (АХПП) с системой качения, включающая примерно пять этапов обработки изделия.
- Проходная сушильная камера, способная нагревать до 130°C.
- Проходная камера для нанесения лакокрасочных покрытий.
- Очистительная система и циклоническая вентиляция с воздушной фильтрацией.
- Проходная печь для полимеризации, которая работает при температуре от 180°C до 230°C.
- Установки для подготовки воды.
- Оборудование для химической обработки поверхности.
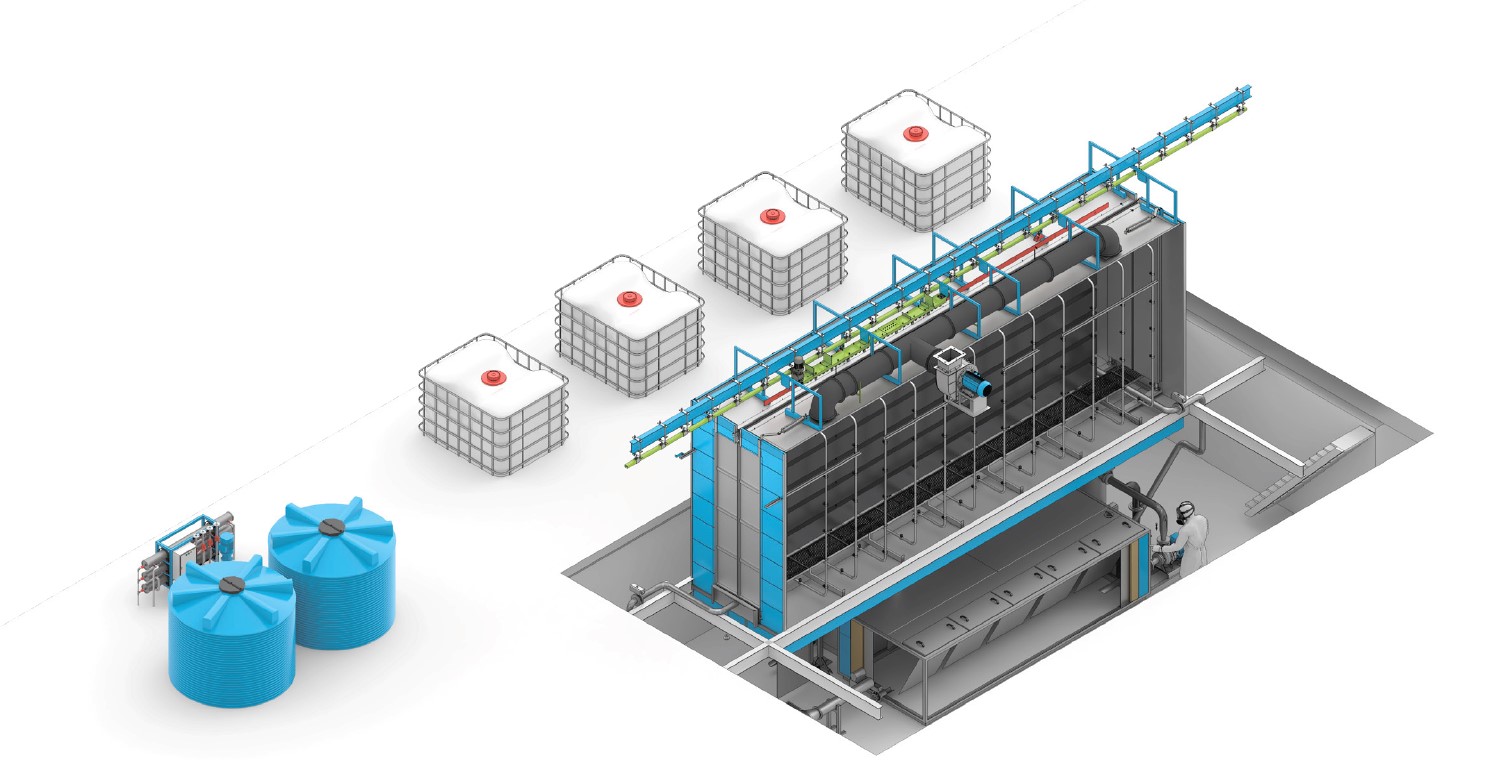
Агрегат химической подготовки поверхности из нержавеющей стали состоит из трёх зон: обезжиривание и две промывочные. Обработка осуществляется струйным методом по установленной технологии с рециркуляцией растворов и промывочных воды. Ванны с химикатами нагреваются до 55°C с помощью газовой горелки. Для автоматического контроля параметров и дозировки химикатов, а также для очистки ванн от масла и шлама, используется специализированное оборудование. Для предотвращения попадания паров раствора в цех установлена вытяжная система с каплеуловителями.
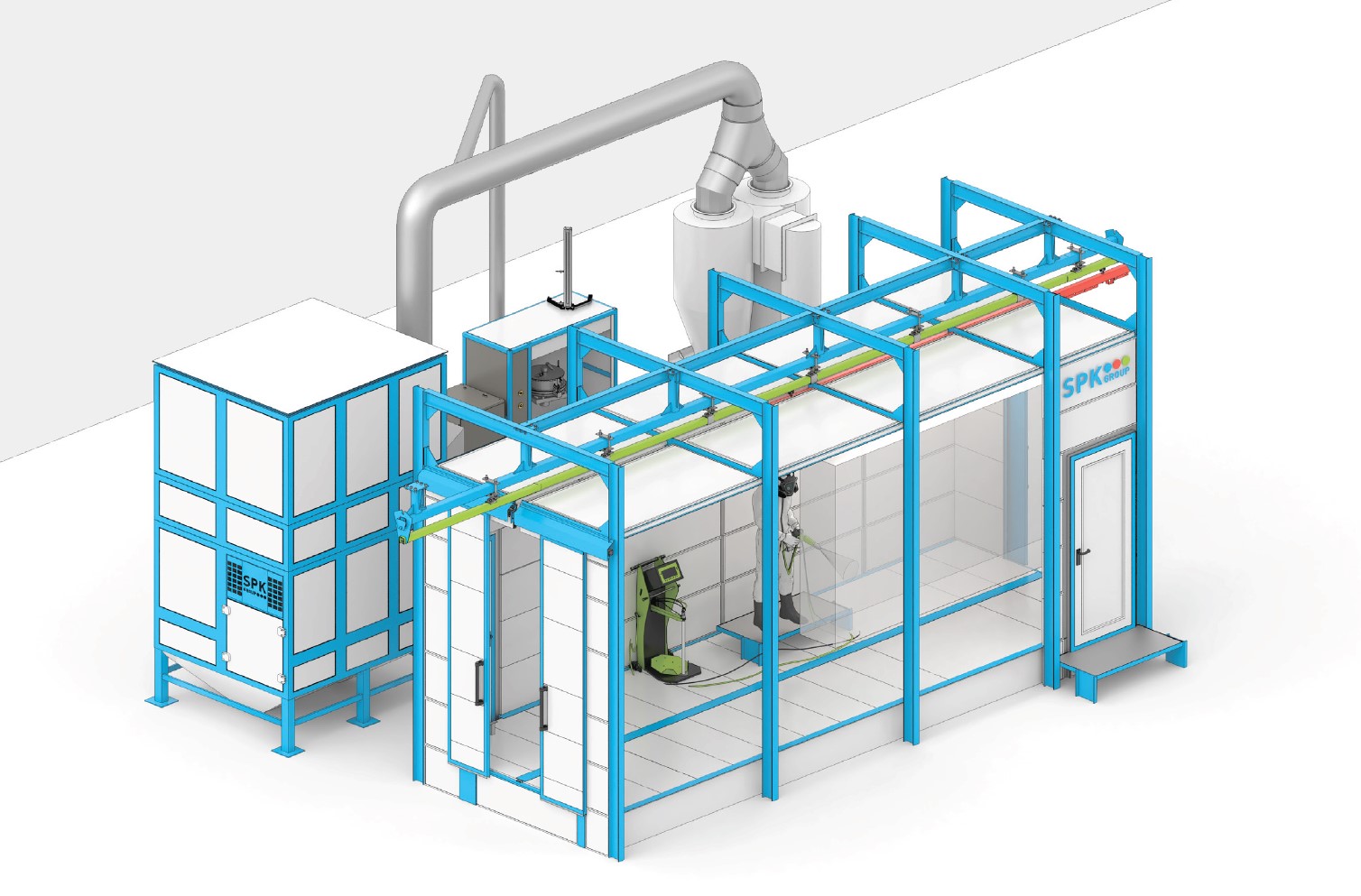
Камера нанесения порошкового покрытия представляет собой перемещаемое изделие на ручном подвесном конвейере. Размеры камеры: 7400х2000х4480 мм, она находится в отапливаемом помещении цеха. Оператор вручную наносит порошковое покрытие, а усиленная металлическая конструкция обеспечивает устойчивость стены и потолка. В системе есть принудительная вентиляция и фильтрация загрязненного воздуха через фильтрующую установку (ПФУ мощностью не менее 6000 м³/ч), которая очищает вытяжной воздух с эффективностью до 99,7%. Внутри камеры расположены промышленный шкаф и сенсорная панель управления (исполнение IP54).
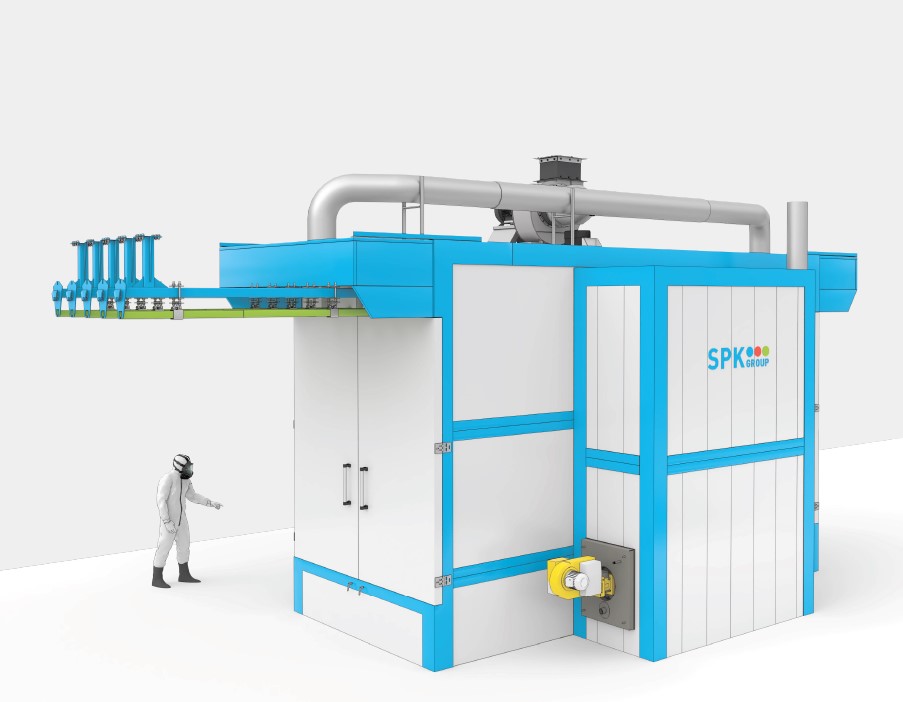
Печь для полимеризации предназначена для формирования защитного слоя на изделиях с порошковым покрытием. Время обработки устанавливается вручную оператором, а равномерность температуры обеспечивается за счет конструкции (фальшпотолка и фальшпола) и системы управления мощностью ТЭНов с помощью частотного преобразователя и вентиляторов. Для удаления продуктов полимеризации предусмотрен воздушный зонт.
Ручная транспортная система обеспечивает перемещение изделий без перевешивания по всему циклу окраски. Она включает системы накопителей и направляющие, на которых подвешиваются изделия на траверсы, перемещающиеся вручную. Конструкция включает плоско-параллельный подвесной конвейер с металлическими каркасами, рельсами для траверс и механизмами поперечного перемещения. Размеры и расположение этого оборудования уточняются при проектировании и монтажных работах.
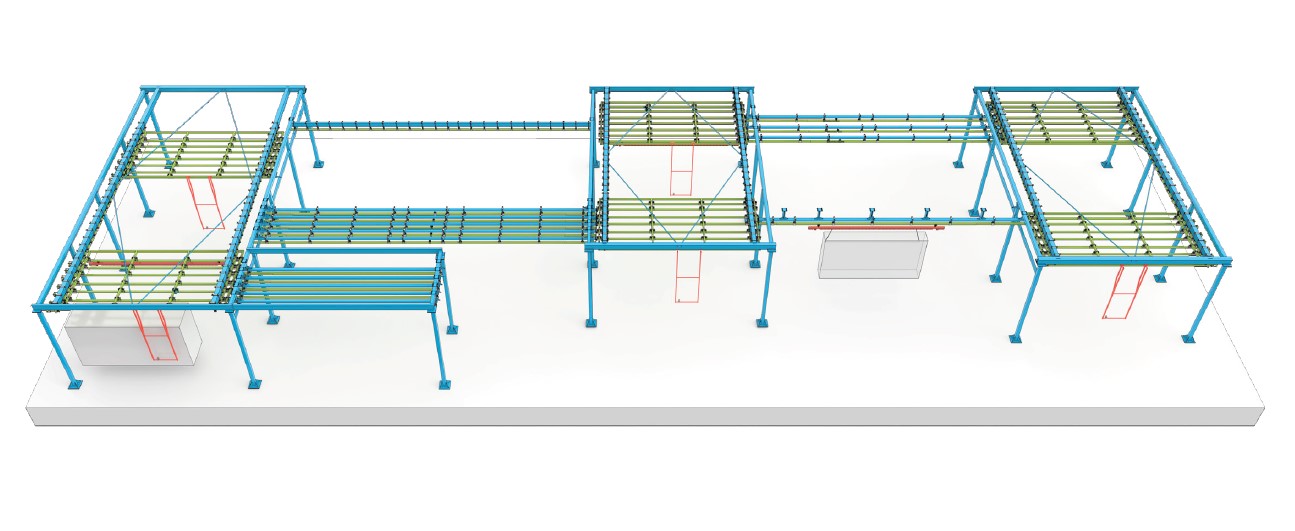
Габариты ОСК
 Петр РазжигаевТехнико-коммерческий отдел
Петр РазжигаевТехнико-коммерческий отдел


