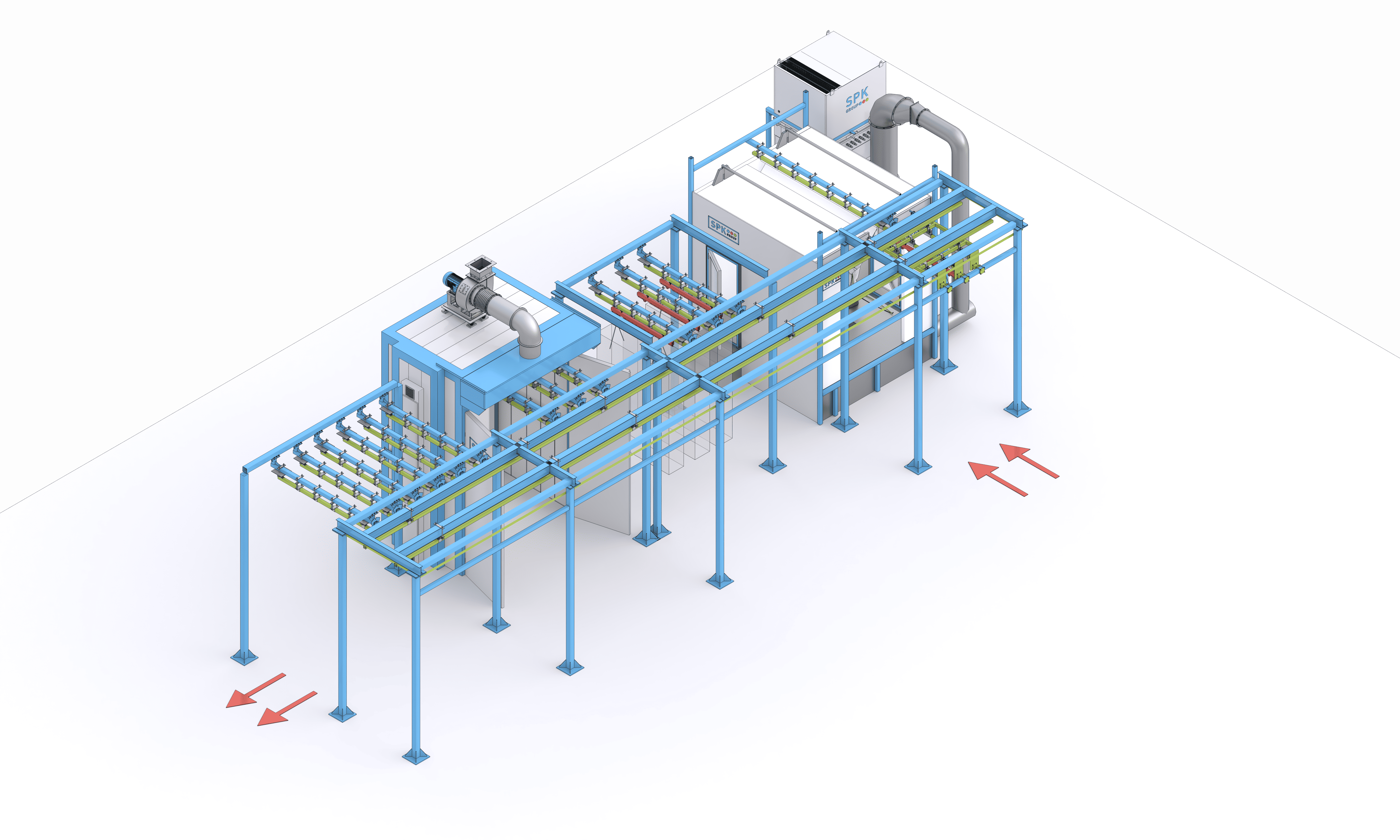
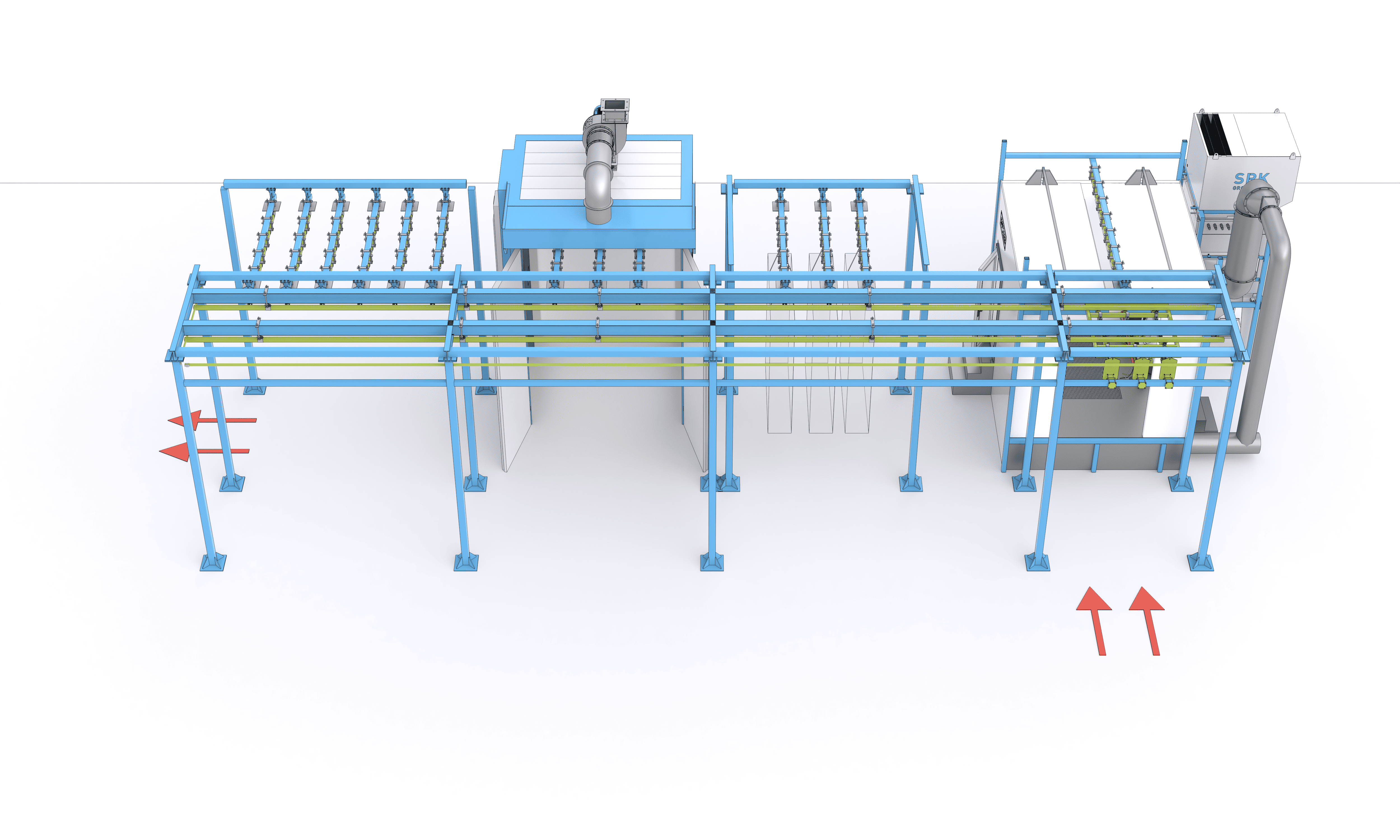
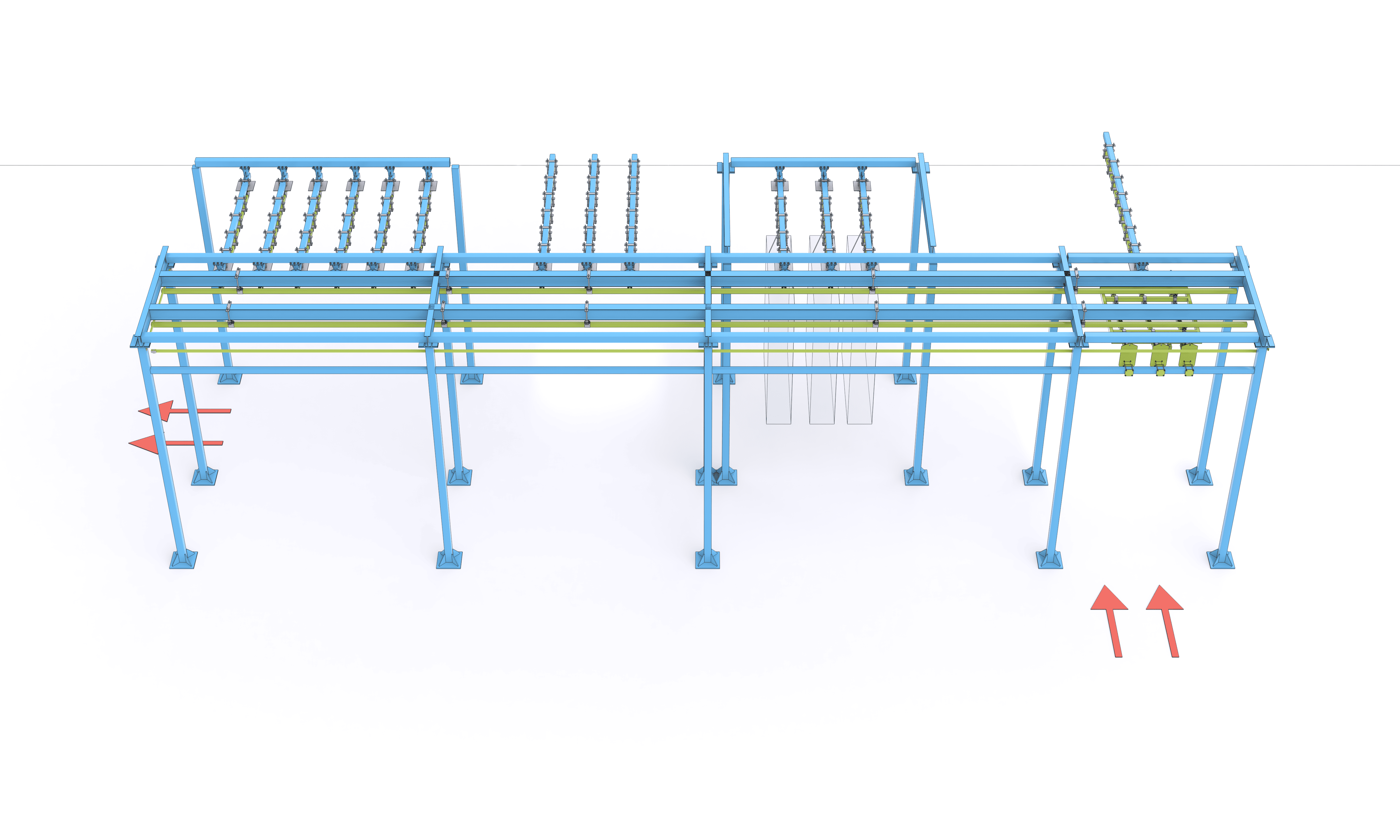
Комплекс оборудования для порошковой окраски с ручной конвейерной системой





Комплекс оборудования для порошковой окраски с конвейерной системой
Технологический процесс:
- Подвешивание изделий на траверсу — 5 минут (температура цеха).
- Нанесение порошковой краски — 8 минут (температура цеха).
- Полимеризация краски — 15–20 минут при 180–220 °C
- Остывание изделий — 15–20 минут (температура цеха).
- Снятие изделий с траверсы — 4 минуты (температура цеха).
Требуемые энергетические ресурсы:
- Электропитание: 380 В, 50 Гц, 3 фазы, мощность 90 кВт.
- Сжатый воздух:
- Давление: 6–8 бар.
- Влагоудержание: не более 1,3 г/м³.
- Сухие включения: не более 1 мг/м³.
- Масло: не более 0,01 мг/м³.
- Производительность: 80 м³/ч.
Технические характеристики:
- Максимальные габариты изделия: 2000 х 800 х 200 мм.
- Максимальная масса изделия: 40 кг.
- Материалы: сталь, нержавеющая сталь, оцинкованная сталь.
- Производительность: до 10 изделий в час.
- Режим работы: одна смена в сутки, 8 часов, 5 дней в неделю.
Ручная транспортная система: Транспортировка осуществляется вручную без перевешивания, включает системы накопителей, рельсы и траверсы для подвешивания изделий. В состав входит продольно-поперечный подвесной конвейер, на котором изделия по очереди окрашиваются, накапливаются, проходят цикл полимеризации, охлаждаются и разгружаются.
Камера нанесения порошковой краски:
- Назначение: улавливание неосевшей порошковой краски, предотвращение попадания в помещение, возврат в цикл.
- Конструкция: проходной тип, размещена в отапливаемом помещении.
- Оператор наносит краску вручную.
- Стенки и потолок из пластика, усиленный металлический каркас.
- Встроенная система вентиляции и очистки воздуха с фильтрацией до 99,7%.
- Оснащена промышленным электрошкафом с сенсорной панелью (IP54).
Печь полимеризации:
- Назначение: формирование покрытия на изделиях.
- Манипуляции: вручную перемещаются на подвесном конвейере.
- Конструкция: одна секция, с усиленным каркасом, стены из сэндвич-панелей с минеральной ватой.
- Обеспечена циркуляция воздуха с помощью вентилятора, нагрев — ТЭНом и плавной регулировкой.
- Температура нагрева до 220 °C.
- Вытяжка через зонт, расположенный на крыше.
- Оборудована контроллером и панелью управления IP54.
Система автоматического управления линией:
- Оснащена сенсорной панелью с системой управления всеми этапами.
- Включает:
- Основной выключатель
- Аварийный стоп
- Выключатели освещения
- Счетчик времени
- Индикатор питания
- Журнал ошибок и сигнализаций
- Класс защиты: IP65, высокая надежность и безопасность.

Канал
Габариты ОСК
Габариты ОСК
 Петр РазжигаевТехнико-коммерческий отдел
Петр РазжигаевТехнико-коммерческий отдел


Быстрая заявка
Продолжая пользование сайтом, вы соглашаетесь с .